

厂名:东莞市螺盛盾五金科技有限公司
地 址:大朗镇松木山村祥荣路49号A1栋1楼1号
网 址:www.so-fix.com
邮 箱:xiaoming@so-fix.com
邮 编:523000
电 话:0769-82913668
螺盛盾丨全面解析紧固件冷镦成型工艺
发布人:admin 发布时间:2017/8/1 9:01:32 次浏览冷镦工艺对于大批量生产的压铆螺柱、压铆螺母、压铆螺钉等紧固件东莞螺盛盾厂家,是一项非常重要的环节,它的特点:产品机械性能好.保持了金属纤维组织的完整性;产品表面粗糙度好,一般表面粗糙度可达Ra3.2—Ra1.6;生产效率高,冷镦机生产效率80-250件/分钟;材料利用率高,一般材料利用率可达85%-95%;减轻了工人的劳动强度低;可以加工较复杂的零件。

冷镦工艺的基本概念
1、冷镦:金属在常温下,借助模具进行镦锻完成金属塑性变形,达到规定的几何形状、尺寸及质量要求的工艺方法。
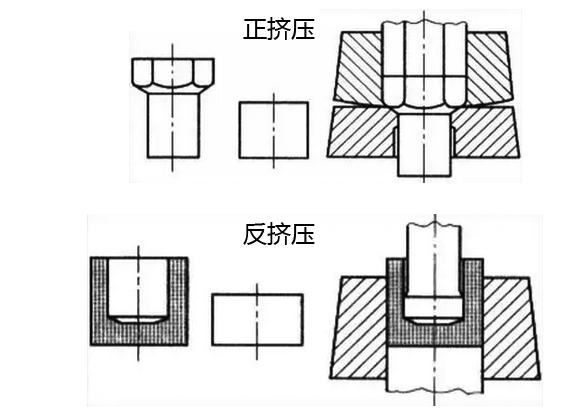
2、正挤压:坯件在变形中,金属沿着凹模内壁流动,其流动方向与冲模运动方向一致。如螺栓粗杆缩径即为正挤压。
3、反挤压:坯件在变形中,金属沿着凹模内壁流动,其流动方向与冲模运动方向相反。如内六角圆柱头螺栓,头部冲孔,为反挤压。
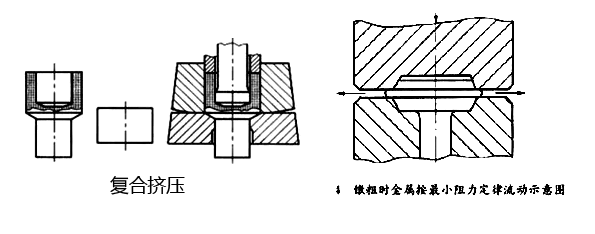
4、复合挤压:坯件在变形中,金属沿着凹模内壁流动,一部分流动方向与冲模运动方向一致,一部分流动方向与冲模运动方向相反,即既有正挤压又有反挤压。如内六角圆柱头螺栓,在同一工位头部冲孔、杆部缩径,即为复合挤压。
5、体积不变原理:金属变形前的体积等于变形后的体积。
6、最小阻力定律:金属的每个质点在变形过程中,是沿着最小阻力方向移动。
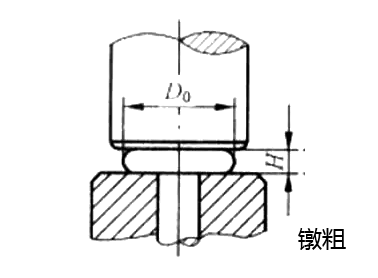
7、镦粗:是使毛坯长度缩短,同时又使其截面积增大的一种压力加工方法。
8、缩径:是使毛坯在施加端面力的作用小,减小其截面积的一种压力加工方法。
9、切边:去除产品头部多余金属或使产品得到所需的几何形状的加工方法。
10、冷镦工艺基本工序:切料—头部预镦—终镦—切边
11、镦锻工艺基本方法:冷镦、温镦(温度600-800℃)、热镦(温度1000-1200 ℃)
12、冷作硬化:金属在常温下的塑性变形过程中,随着变形程度的增加,其变形抗力也不断增高,使强度和硬度提高,而塑性则下降,这种现象,叫冷作硬化。
变形程度及镦锻比
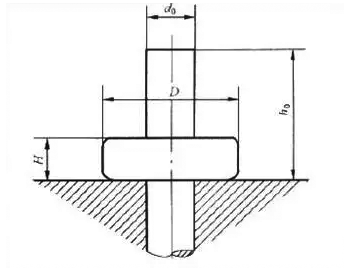
冷镦的变形程度:是指坯料镦锻部分的原始高度和镦锻后的高度之差与原始高度的比值,或者坯料镦锻后截面积的增加量与镦锻后截面积的比值。包含着镦粗与挤压两方面的变形。镦粗时轴向变形程度用镦粗率表示,挤压时的径向变形程度用断面收缩率表示。
1)镦粗率的计算
镦粗率=(ho-H)/ho x100%
ho—镦粗前毛坯原始高度,
H—镦粗后工件高度
或镦粗率=(D² –do² )/ D² x100%
冷镦的变形程度越大,变形抗力也越大,当变形程度超过金属材料本身的最大允许变形程度,在零件的边缘就会产生开裂。
2)断面收缩率的计算
正挤压断面收缩率=(Fo-F1)/Fo x 100%
Fo—毛坯的截面积,F1—工件的截面积,
或正挤压断面收缩率=(D² –d² )/D² x100%
开式挤压断面收缩率最大为30-35%
封闭式挤压断面收缩率最大为70-75%
3)反挤压变形量
变形量=F1/Fo x 100%
Fo—毛坯的截面积,
F1—挤出孔的截面积
或变形量=d² /D² x 100%
反挤压变最小形量为20-25%
反挤压变最大形量为70-75%
挤孔的最大深度为2-3孔径
影响冷镦的变形程度的因素:a、线材直径及表面质量;b、润滑状态;c、线材的塑性及硬度;d、成型零件的几何形状及尺寸精度;e、模具质量。
4)镦锻比的计算
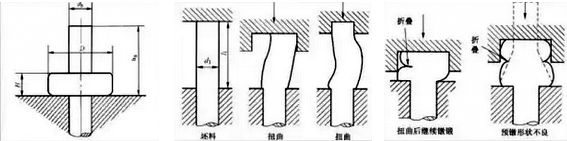
镦锻比(长径比):就是毛坯变形部分的长度(ho)与其直径(do)的比值。∮=ho/do
当长径比过大(≥3.5),在镦锻时毛坯会产生失稳,开始出现纵向弯曲折叠,变形后出现头部偏心。
5)镦锻次数的确定
a、当ho/do≤2.5时,镦锻1次;
b、当2.5≤ ho/do≤4.5时,镦锻2次;
c、当4.5≤ ho/do≤6.5时,镦锻3次;
 客服1
客服1 0769-89388906
0769-89388906
