

厂名:东莞市螺盛盾五金科技有限公司
地 址:大朗镇松木山村祥荣路49号A1栋1楼1号
网 址:www.so-fix.com
邮 箱:xiaoming@so-fix.com
邮 编:523000
电 话:0769-82913668
螺盛盾,钣金上的压铆紧固件加工,看这一篇就够了!
发布人:admin 发布时间:2018/4/23 10:39:32 次浏览
在钣金件的加工中,经常会遇到在钣金件上压铆螺柱、螺钉或螺母等,以满足零件的使用功能。除不锈钢外,多数钣金件表面都需要进行电镀处理(如镀锌、镀镍等),压铆紧固件电镀后,易发生松动、脱落等现象,影响压铆质量。而一些钣金件如折弯后再进行压铆,受压铆空间限制又不方便操作。通过对各类钣金件压铆工艺的分析研究,解决了某些钣金件压铆空间受限制的加工问题。
压铆类紧固件的工艺性分析
压铆类紧固件常用种类有压铆螺柱、压铆螺钉及压铆螺母等,其安装原理均相同,主要是通过压力将压铆件的退刀槽内螺纹或压花齿挤入钣金件的预置孔内,使孔的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。在表面电镀(如镀锌、镀镍等)过程中,由于溶液将压铆导向槽内的锁紧件腐蚀,引起压铆件脱落;因此,针对有压铆要求的零件,应在加工前统筹分析工艺流程,将影响压铆质量的工序,在压铆操作之前完成,以保证压铆件的牢固性。在压铆类紧固件的使用中,安装方法和原理虽然已确定,但还是需要使用专用的铆压设备来进行操作,这也是保证压铆件在安装完成后能够保持稳定工作性能不可或缺的因素。安装时,应保持铆压机和压铆件的头部垂直平衡、均匀的下压。
钣金压铆件的加工策略
1、不锈钢钣金件由于不锈钢零件通常没有电镀工序,对于平面和形状较简单的钣金件需压铆时,只需在完成该类工件外形加工后,直接钻预置孔压铆即可。需要注意的是钻预置孔的孔径,应略小于压铆紧固件的压花齿,底孔尺寸应按照0~+0.075 mm的公差尺寸进行加工。安装应通过压铆作业实现,切不能冲击敲入。对于需折弯成型的不锈钢零件,如折弯后有压铆空间,可在折弯后再压铆,以方便折弯操作;如果零件较为复杂,成型后无法再压铆,需将压铆调至折弯工序之前。
2、电镀类钣金件,形状简单的钣金件对于形状较简单的钣金件,其压铆工艺方法与不锈钢钣金件类似,只需注意在电镀之前钻好压铆底孔,完成电镀后再安装压铆件即可。
3、压铆空间受限的钣金件,以某机箱为例,其压铆位置如图1和图2所示。
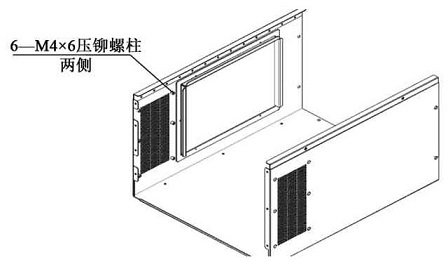
图1 某机箱压铆位置示意图

图2 同一机箱另一处压铆位置示意图
该机箱材质为Q235,板厚1.5 mm,主要工序有折弯、焊接、电镀和喷漆等。由上述分析可知,该零件的压铆工序应安排在电镀工序完成后。而零件电镀后,已折弯焊接成型,使压铆空间受限。针对上述问题,经分析研究,加工策略采用焊接工艺,将压铆螺柱改为焊接钢螺柱,可避免压铆螺柱被电镀溶液腐蚀;同时由于焊接钢螺柱与机箱材质相同,可在机械加工完成后与箱体一起镀锌,螺柱也得到了相应的防锈处理,有效解决了该类钣金件的螺柱安装问题。具体加工工艺如下:01用Q235-A棒料,根据压铆螺柱长度和内螺纹深度,车削加工出相同尺寸的钢螺柱,在螺柱一端棱边倒C1斜角(见图3);02根据钢螺柱外圆,在机箱安装位置配钻底孔,并沉孔;03加工机箱外形;04根据底孔位置,将钢螺柱焊接在机箱上(见图4);05机箱外表面焊疤打磨平整;06机箱镀锌、喷漆。
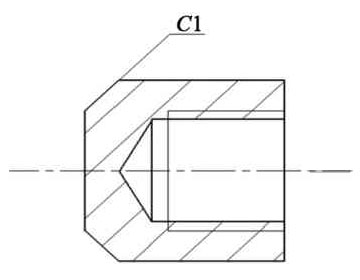
图3 螺柱加工示意图
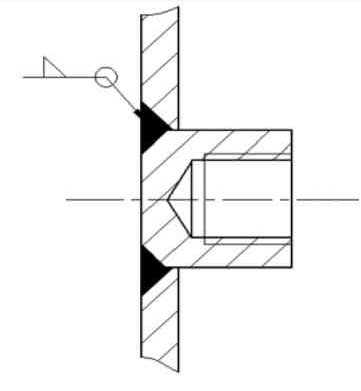
图4 螺柱焊接示意图4
本文通过对各类钣金件压铆工艺的归类整理,从工艺分析和工艺策略方面进行了详细阐述,解决了某些钣金件压铆空间受限制的加工问题,对同类产品加工有一定的参考价值。
 客服1
客服1 0769-89388906
0769-89388906
