

厂名:东莞市螺盛盾五金科技有限公司
地 址:大朗镇松木山村祥荣路49号A1栋1楼1号
网 址:www.so-fix.com
邮 箱:xiaoming@so-fix.com
邮 编:523000
电 话:0769-82913668
螺盛盾,冷镦螺丝加工相关技术要点
发布人:admin 发布时间:2018/4/12 10:27:54 次浏览

螺丝冷锻成形,通常,螺栓头部的成形采用冷镦塑性加工,同切削加工相比,金属纤维沿产品形状呈连续状,中间无切断,因而提高了产品强度,特别是机械性能优良。 冷镦成形工艺包括切料与成形,分单工位单击,双击冷镦和多任务位自动冷镦。一台自动冷镦机分别在几个成型凹模里进行冲压,镦锻,挤压和缩径等多任务位工艺。 单工位或多任务位自动冷镦机使用的原始毛坯的加工特点是由材料尺寸长5-6米的棒料或重量为1900-2000KG的盘条钢丝的尺寸决定的,即加工工艺的特点在于冷镦成型不是采用预先切好的单件毛坯,而是采用自动冷镦机本身由棒料和盘条钢丝切取和镦粗的(必要时)毛坯。
在挤压型腔之前,毛坯必须进行整形。通过整形可得到符合工艺要求的毛坯。在镦锻,缩径和正挤压之前,毛坯不需整形。毛坯切断后,送到镦粗整形工位。该工位可提高毛坯的质量,可使下一个工位的成型力降低15-17%,并能延长模具寿命,制造螺栓可采用多次缩径。
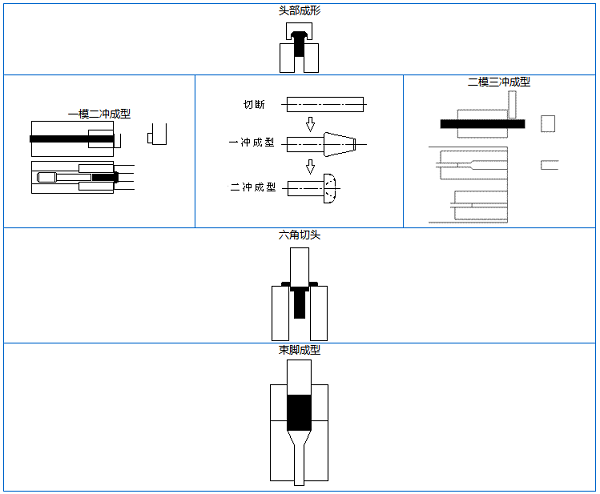
冷墩螺丝的制造示意图
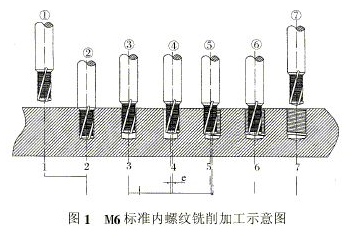
螺丝螺纹加工,螺栓螺纹一般采用冷加工,使一定直径范围内的螺纹坯料通过搓(滚)丝板(模),由丝板(滚模)压力使螺纹成形。可获得螺纹部分的塑性流线不被切断,强度增加,精度高,质量均一的产品,因而被广泛采用。
为了制出最终产品的螺纹外径,所需要的螺纹坯径是不同的,因为它受螺纹精度,材料有无镀层等因素限制。 滚(搓)压螺纹是指利用塑性变形使螺纹牙成形的加工方法。它是用带有和被加工的螺纹同样螺距和牙形的滚压(搓丝板)模具,一边挤压圆柱形螺坯,一边使螺坯转动,最终将滚压模具上的牙形转移到螺坯上,使螺纹成形。 滚(搓)压螺纹加工的共同点是滚动转数不必太多,如果过多,则效率低,螺纹牙表面容易产生分离现象或者乱扣现象。
反之,如果转数太少,螺纹直径容易失圆,滚压初期压力异常增高,造成模具寿命缩短。 滚压螺纹常见的缺陷:螺纹部分表面裂纹或划伤;乱扣;螺纹部分失圆。这些缺陷若大量发生,就会在加工阶段被发现。如果发生的数量较少,生产过程注意不到这些缺陷就会流通到用户,造成麻烦。因此,应归纳加工条件的关键问题,在生产过程控制这些关键因素。
 客服1
客服1 0769-89388906
0769-89388906
